

-
- 公司:
- 常熟市高通保温材料有限公司
-
- 联系:
- 智经理
-
- 手机:
-
13914941659
-
- 地址:
- 江苏省常熟市古里镇下甲村
-
- 微信:
-



- 集装箱房屋装修设计88阅读 2024-04-09 17:30:49
- 集装箱板房注意事项79阅读 2024-04-09 17:28:50
- 钢结构厂房的格构柱设计77阅读 2024-04-09 17:26:29
- 钢结构厂房设计要点78阅读 2024-04-09 17:25:19
- 钢结构的优点84阅读 2024-04-09 17:22:25

常熟市集装箱板房厂家,物美价廉,欢迎来电
2024-05-02 02:00:01 658次浏览

价 格:面议
钢结构工程施工质量和的要求
钢结构工程被越来越多的应用于高层、超高层的建筑中,对于钢结构的施工,也是一样的,关于钢结构的特点我们却了解很少,而对于现今我国钢结构建筑本身的特点,质量与方面的要求应更为严格。
钢结构工程有什么施工质量和方面的要求呢?
一、质量
① 原材料必须有出厂合格证,检验报告。
② 全熔透对接焊缝必须开坡口,焊缝必须进行超声波检验,不合格的部位必须剔除重焊。
③ 钢材下料制作时必须留有0.7mm/m余热收缩量。
④ 低氢型焊条使用前必须烘干,施工过程中保持干燥。
⑤ 安装摩擦型高强螺栓,穿孔时不得强行敲打、气割扩孔、破坏喷砂摩擦面。
⑥ 柱安装完毕后,顶部必须加盖板,以防止雨水、杂物掉入柱内。
⑦ 做好柱脚的防水措施,预防地下水从柱脚与桩承台接口的薄弱处渗、漏入室内。
⑧ 由于压钢板坐位楼板的模板具有接缝密实、不漏水、不吸水的特点,楼板混凝土配合比的坍落度、砂率要严格控制,防止出现由于混凝土初凝时产生泌水造成混凝土表面强度低而起粉、砂率而产生收缩裂缝等质量问题。坍落度宜为160mm~200mm,砂率宜为35%~38%。
二、
① 定位器安装时,必须做好井下的通风排烟措施,照明必须采用12V低压灯。
② 高空上下软爬梯必须在柱吊装前安装好一起吊装,工人上下时必须将带扣在软爬梯上,以防止失足坠落事故发生。
③ 做好施工作业面下拉挂水平网的工作。在钢梁安装时,必须在柱与柱之间拉设钢丝绳,用作工人在水平走动时扣带之用。
④ 在高空进行梁柱或梁与梁之间连接作业时,必须有临时工作平台或使用吊篮,以便于工人操作。
⑤ 外排栅必须要及时跟上钢结构的施工进度。
⑥ “四口五临边”必须拉好护栏和水平网,以防止高空坠物伤人。
⑦ 合理组织施工,避免在同一工作面上进行立体交叉施工作业,必须做好工作。
在钢结构工程的焊接过程中,如果焊接方法不正确,将会导致钢结构出现缺陷。其中,常见的六大缺陷有热裂纹、冷裂纹、层状撕裂、未熔合及未焊透、气孔和夹渣,今天,我们就看看这些缺陷是如何形成的。下面,将为大家详细介绍钢结构工程施工焊接的六大常见缺陷。
一,热裂纹。其基本特征是在焊缝的冷却过程中产生。其产生的主要原因是钢材或焊材中的硫、磷杂质与钢形成多种脆、硬的低熔点共晶物,在焊缝的冷却过程中,后凝固的低熔点共晶物处于受拉状态,极易开裂。
二,冷裂纹。钢结构工程由焊接而产生的冷裂纹又称延迟裂纹,其所具有的主要特征为通常在200℃至室温范围内产生,有延迟特征,焊后几分钟至几天出现。其产生的主要原因与钢材的选择、结构的设计、焊接材料的储存与应用及焊接工艺有密切的关系。
三,层状撕裂。钢结构工程其主要特征表现为当焊接温度冷却到400℃以下时,在一些板材厚度比较大,杂质含量较高,特别是硫含量较高,且具有较强沿板材轧制平行方向偏析的低合金高强钢,当其在焊接过程中受到垂直于厚度方向的作用力时,会产生沿轧制方向呈阶梯状的裂纹。
四,未熔合及未焊透。两者产生原因基本相同,主要是工艺参数、措施及坡口尺寸不当,坡口及焊道表面不够清洁或有氧化皮及焊渣等杂物,焊工技术较差等。
五,气孔。按其产生形式可分为两类,既析出型气孔和反应型气孔。析出型气孔主要为氢气孔和氮气孔,反应型气孔在钢材即非有色金属的焊接中则以CO气孔为主。析出型气孔的主要特征是多为表面气孔,而氢气孔与氮气孔的主要区别在于氢气孔以单一气孔为主,而氮气孔则多为密集型气孔。焊缝中气孔产生的主要原因与焊材的选择,保存与使用,焊接工艺参数的选择,坡口母材的清洁程度及熔池的保护程度等有关系。
六,夹渣。非金属夹杂物的种类、形态和分布主要与焊接方法、焊条和焊剂及焊缝金属的化学成分有关。
建造房屋是一个系统工程,全社会绿色节能意识明显增强,在全国率先基本形成绿色建筑发展体系,实现从节能建筑到绿色建筑的跨越式发展。钢结构建筑具有轻质高强性。钢结构住宅的重量是钢筋混凝土住宅,快――钢结构建筑的工业化程度高,工期短。钢结构与钢筋混凝土结构施工工期相比,结构材性好,可靠性高。
已被公认为是抗震设防地区特别是强震区的合适结构。钢结构比混凝土结构的造价要高,这会节省很多时间成本,建筑材料循环利用范围和比例进一步扩大,新建建筑对不可再生资源的总消耗比现有水平下降百分之十。住宅产业化水平进一步提高,住宅产业化项目建筑面积占当年竣工住宅建筑总面积的比例达到百分之三十五以上。通过国家A级住宅性能认定的住宅小区超过二十个。在住宅产业化方面,保障性安居工程住房为重点,加快住宅产业化模式的推广和普及,提高住宅产业科技化、集约化发展水平。
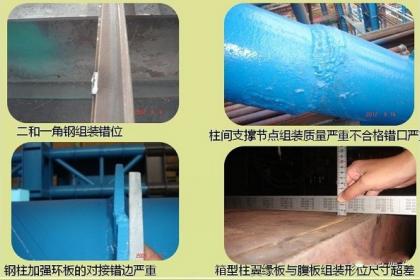
在钢结构工程施工中依据规范规定:
1.钢板对口错边允许偏差为τ/10且不应大于3mm(τ为钢板厚度);
2.型钢错位连接处允许偏差为1mm,其它处为2mm;
3.钢管对口错边允许偏差为τ/10且不应大于3mm(τ为管壁厚度)。
钢结构工程施工中组装行位偏差原因基本可以归结为:组装操作不精细。具体防治措施,钢结构工程公司给您这样的建议:
1.在施工前要做好技术交底;
2.要求工人在切割过程中、组装过程中都要做到精心、精细
3.当行位尺寸达不到要求时,应查下来重新组装。
-
 我国虽然早期在铁结构方面有的成就,但由于2000多年的封建制度的束缚,科学不发达,因此,长期停留于铁制建筑物的水平。直到19世纪末,我国才开始采用现代化钢结构。新中国成立后,钢结构的应用有了很大的发展,不论在数量上或质量上都远远超过了过去。24-02-28 01:48:03
我国虽然早期在铁结构方面有的成就,但由于2000多年的封建制度的束缚,科学不发达,因此,长期停留于铁制建筑物的水平。直到19世纪末,我国才开始采用现代化钢结构。新中国成立后,钢结构的应用有了很大的发展,不论在数量上或质量上都远远超过了过去。24-02-28 01:48:03 -
 集装箱活动房,也叫集装箱房,集装箱房屋,集装箱住宅,是指主要以集装箱为基础材料稍经改造而成为有窗有门的房子。此类集装箱房常见于建筑工地作为工人的宿舍使用,也有人当做出租房屋使用,坚固耐用,搭建方便。因此,集装箱房也被称为住人集装箱。住人集装21-06-10 13:00:01
集装箱活动房,也叫集装箱房,集装箱房屋,集装箱住宅,是指主要以集装箱为基础材料稍经改造而成为有窗有门的房子。此类集装箱房常见于建筑工地作为工人的宿舍使用,也有人当做出租房屋使用,坚固耐用,搭建方便。因此,集装箱房也被称为住人集装箱。住人集装21-06-10 13:00:01 -
 产品特点:1、构造自重轻。与混凝土构造自重比较轻,构造自重的下降,削减了构造规划内力,可使修建构造根底处理需求低,施工简洁,造价下降。2、C型钢规划个性灵敏、丰厚。在梁高一样的情况下,钢构造的开间可比混凝土构造的开间大50% ,然后使修建安21-02-05 16:54:01
产品特点:1、构造自重轻。与混凝土构造自重比较轻,构造自重的下降,削减了构造规划内力,可使修建构造根底处理需求低,施工简洁,造价下降。2、C型钢规划个性灵敏、丰厚。在梁高一样的情况下,钢构造的开间可比混凝土构造的开间大50% ,然后使修建安21-02-05 16:54:01 -
 房价集装箱:一般装修后套内面积约13平方米,每个集装箱1.2万元,每平方米近900元。商品房:深圳市楼价均价约每平方米2万元左右,跟集装箱比相差太大。位置集装箱:只有在郊区等荒凉的地方,但集装箱具有很强的流动性,换地方可以不换房子。商品房:20-01-17 08:58:01
房价集装箱:一般装修后套内面积约13平方米,每个集装箱1.2万元,每平方米近900元。商品房:深圳市楼价均价约每平方米2万元左右,跟集装箱比相差太大。位置集装箱:只有在郊区等荒凉的地方,但集装箱具有很强的流动性,换地方可以不换房子。商品房:20-01-17 08:58:01 -
 钢结构工程是以钢材制作为主的结构,主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,是主要的建筑结构类型之一。因其自重较轻,且施工简便,广泛应用于大型厂房、桥梁、场馆、超高层等领域。钢结构工24-02-28 15:00:01
钢结构工程是以钢材制作为主的结构,主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,是主要的建筑结构类型之一。因其自重较轻,且施工简便,广泛应用于大型厂房、桥梁、场馆、超高层等领域。钢结构工24-02-28 15:00:01 -
 尽管现阶段已经有一部分有环保意识的集装箱厂家在坚持使用绿色材料,但是实际上还存在着相当大的可提升空间,专业的集装箱厂家们正致力于运用新技术开发新材料,为的是可以在现有基础上更多的关照人类自身和环境,在不久的将来行业会在这方面受益颇多。集装箱24-02-28 09:21:01
尽管现阶段已经有一部分有环保意识的集装箱厂家在坚持使用绿色材料,但是实际上还存在着相当大的可提升空间,专业的集装箱厂家们正致力于运用新技术开发新材料,为的是可以在现有基础上更多的关照人类自身和环境,在不久的将来行业会在这方面受益颇多。集装箱24-02-28 09:21:01 -
 特点:1、钢结构自重较轻2、钢结构工作的可靠性较高3、钢材的抗振(震)性、抗冲击性好4、钢结构制造的工业化程度较高5、钢结构可以准确快速地装配6、钢结构室内空间大7、容易做成密封结构8、钢结构易腐蚀9、钢结构耐火性差和钢结构有关的资质有哪些20-03-11 14:44:01
特点:1、钢结构自重较轻2、钢结构工作的可靠性较高3、钢材的抗振(震)性、抗冲击性好4、钢结构制造的工业化程度较高5、钢结构可以准确快速地装配6、钢结构室内空间大7、容易做成密封结构8、钢结构易腐蚀9、钢结构耐火性差和钢结构有关的资质有哪些20-03-11 14:44:01 -
 钢结构工程是以钢材制作为主的结构,主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,是主要的建筑结构类型之一。因其自重较轻,且施工简便,广泛应用于大型厂房、桥梁、场馆、超高层等领域。钢结构设20-03-11 19:06:01
钢结构工程是以钢材制作为主的结构,主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,是主要的建筑结构类型之一。因其自重较轻,且施工简便,广泛应用于大型厂房、桥梁、场馆、超高层等领域。钢结构设20-03-11 19:06:01 -
 钢结构工程资质区别于钢结构制造资质,两者申办的受理部门不同钢结构工程专业承包资质的受理部门是企业所在省市的住房城乡建设主管部门,而钢结构制造业企业资质的受理部门是中国钢结构协会。中国钢结构协会是跨行业、跨学科的全国性社会经济技术团体。钢结构20-03-11 17:42:01
钢结构工程资质区别于钢结构制造资质,两者申办的受理部门不同钢结构工程专业承包资质的受理部门是企业所在省市的住房城乡建设主管部门,而钢结构制造业企业资质的受理部门是中国钢结构协会。中国钢结构协会是跨行业、跨学科的全国性社会经济技术团体。钢结构20-03-11 17:42:01 -
 在钢结构工程施工中依据规范规定: 1.钢板对口错边允许偏差为τ/10且不应大于3mm(τ为钢板厚度); 2.型钢错位连接处允许偏差为1mm,其它处为2mm; 3.钢管对口错边允许偏差为τ/10且不应大于3mm(τ为管壁厚度)。钢结构工程施工21-03-15 11:15:01
在钢结构工程施工中依据规范规定: 1.钢板对口错边允许偏差为τ/10且不应大于3mm(τ为钢板厚度); 2.型钢错位连接处允许偏差为1mm,其它处为2mm; 3.钢管对口错边允许偏差为τ/10且不应大于3mm(τ为管壁厚度)。钢结构工程施工21-03-15 11:15:01 -
 活动板房为钢木结构。其特点为:可随意拆装、便于运输、移动方便,活动房适宜坐落在山坡、丘陵、草原、沙漠、河畔。不占用空间,可建造为15-160平米不等,活动房卫生洁净,室内设施齐全,活动房的稳定性耐久性强,外表美观大方。按顾客要求进行设计,精21-02-19 14:18:01
活动板房为钢木结构。其特点为:可随意拆装、便于运输、移动方便,活动房适宜坐落在山坡、丘陵、草原、沙漠、河畔。不占用空间,可建造为15-160平米不等,活动房卫生洁净,室内设施齐全,活动房的稳定性耐久性强,外表美观大方。按顾客要求进行设计,精21-02-19 14:18:01 -
 在钢结构工程工程施工过程中,钢构件安装过程的精度和品质是决定整体钢结构工程质量的关键,往往在钢构件的安装过程中存在诸多违反国家工程技术规范和验收标准的一些制作方法和违规行为,本文对这些违反国家工程技术规范和验收标准的做法和行为作为缺陷进行提21-12-18 12:48:02
在钢结构工程工程施工过程中,钢构件安装过程的精度和品质是决定整体钢结构工程质量的关键,往往在钢构件的安装过程中存在诸多违反国家工程技术规范和验收标准的一些制作方法和违规行为,本文对这些违反国家工程技术规范和验收标准的做法和行为作为缺陷进行提21-12-18 12:48:02 -
 钢结构工程是以钢材制作为主的结构,主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,是主要的建筑结构类型之一。因其自重较轻,且施工简便,广泛应用于大型厂房、桥梁、场馆、超高层等领域。集装箱板24-02-27 21:24:01
钢结构工程是以钢材制作为主的结构,主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,是主要的建筑结构类型之一。因其自重较轻,且施工简便,广泛应用于大型厂房、桥梁、场馆、超高层等领域。集装箱板24-02-27 21:24:01 -
 活动板房住人集装箱常规尺寸请咨询客服,标准住人集装箱房屋内装修完整,地板铺设,门窗,防盗网,灯杠,孔插座,开关、空调插座,漏电保护器,一应俱全。 整洁,美观,安全,方便,为你省心,省时,省力。特点优点:隔热效果好、隔音效果好、安全高效、无须21-02-05 19:21:02
活动板房住人集装箱常规尺寸请咨询客服,标准住人集装箱房屋内装修完整,地板铺设,门窗,防盗网,灯杠,孔插座,开关、空调插座,漏电保护器,一应俱全。 整洁,美观,安全,方便,为你省心,省时,省力。特点优点:隔热效果好、隔音效果好、安全高效、无须21-02-05 19:21:02 -
 钢结构工程的特点:1、钢结构自重较轻2、钢结构工作的可靠性较高3、钢材的抗振(震)性、抗冲击性好4、钢结构制造的工业化程度较高5、钢结构可以准确快速地装配6、钢结构室内空间大7、容易做成密封结构8、钢结构易腐蚀9、钢结构耐火性差在对建筑工程24-02-28 07:18:02
钢结构工程的特点:1、钢结构自重较轻2、钢结构工作的可靠性较高3、钢材的抗振(震)性、抗冲击性好4、钢结构制造的工业化程度较高5、钢结构可以准确快速地装配6、钢结构室内空间大7、容易做成密封结构8、钢结构易腐蚀9、钢结构耐火性差在对建筑工程24-02-28 07:18:02 -
 主要经营:集装箱活动房和集装箱别墅。在注重产品质量和信誉的同时,不断引进专业技术人才和现代化的经营管理模式,采用完善的设计检验手段。以精湛的施工工艺,完善的售后服务呈现于广大用户。我们奉行“以质量求生存,以信誉求发展”的原则,始终坚持“开拓21-06-10 15:12:01
主要经营:集装箱活动房和集装箱别墅。在注重产品质量和信誉的同时,不断引进专业技术人才和现代化的经营管理模式,采用完善的设计检验手段。以精湛的施工工艺,完善的售后服务呈现于广大用户。我们奉行“以质量求生存,以信誉求发展”的原则,始终坚持“开拓21-06-10 15:12:01 -
 打包箱活动房:由顶框组件、底框组件、角柱和若干块可互换墙板组成,采用模块化设计理念和生产技术,把一个箱房模块化成标准的零部件,到受用地再现场组装或吊装落位即可。打包箱活动房以箱体为基本单元,箱体结构采用特殊冷弯镀锌型钢构件,围护保温材料全部21-02-05 20:06:02
打包箱活动房:由顶框组件、底框组件、角柱和若干块可互换墙板组成,采用模块化设计理念和生产技术,把一个箱房模块化成标准的零部件,到受用地再现场组装或吊装落位即可。打包箱活动房以箱体为基本单元,箱体结构采用特殊冷弯镀锌型钢构件,围护保温材料全部21-02-05 20:06:02 -
 钢结构工程是以钢材制作为主的结构,主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,是主要的建筑结构类型之一。因其自重较轻,且施工简便,广泛应用于大型厂房、桥梁、场馆、超高层等领域。在对建筑24-02-28 11:12:01
钢结构工程是以钢材制作为主的结构,主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,是主要的建筑结构类型之一。因其自重较轻,且施工简便,广泛应用于大型厂房、桥梁、场馆、超高层等领域。在对建筑24-02-28 11:12:01 -
 磷镁土活动房是活动房市场上价格,重量最轻,最易搭建的简易轻体活动房,它具有防水,防火,防震,防腐蚀的独果。板材采用聚苯加芯,充分达到保温隔热等效果。标准宽5米,长12米,重两吨多。可根据用户要求设计搭建异型房。适用于施工单位的临时用房。活动21-02-19 18:03:01
磷镁土活动房是活动房市场上价格,重量最轻,最易搭建的简易轻体活动房,它具有防水,防火,防震,防腐蚀的独果。板材采用聚苯加芯,充分达到保温隔热等效果。标准宽5米,长12米,重两吨多。可根据用户要求设计搭建异型房。适用于施工单位的临时用房。活动21-02-19 18:03:01 -
 集装箱活动房的分类: 货柜式 :用传统货柜箱改造成的集装箱房,是对废弃货柜集装箱的再次利用,特点是非常坚固,可以承受较大的压力。 焊接箱式 全新焊接式活动房就是近几年流行的住人集装箱,由于它的技术接近类货柜集装箱,因此也称之为集装箱活动房,21-06-10 10:51:01
集装箱活动房的分类: 货柜式 :用传统货柜箱改造成的集装箱房,是对废弃货柜集装箱的再次利用,特点是非常坚固,可以承受较大的压力。 焊接箱式 全新焊接式活动房就是近几年流行的住人集装箱,由于它的技术接近类货柜集装箱,因此也称之为集装箱活动房,21-06-10 10:51:01
被浏览过 1852297 次 版权所有:常熟市高通保温材料有限公司(ID:35109649) 技术支持:颜艳珍
第5年
